Ogni lievito svolge un ruolo determinante nella formazione della personalità di birre belghe. Imparare a scegliere il corretto ceppo di lievito vi permetterà di prendere il controllo della vostra fermentazione. Per acquisire tale conoscenza sarà necessario saper inoculare il giusto quantitativo di lievito evitando fenomeni di pitching, migliorare il livello di aerazione e controllare la temperatura di fermentazione.
Ogni lievito svolge un ruolo determinante nella formazione della personalità di birre belghe. Imparare a scegliere il corretto ceppo di lievito vi permetterà di prendere il controllo della vostra fermentazione. Per acquisire tale conoscenza sarà necessario saper inoculare il giusto quantitativo di lievito evitando fenomeni di pitching, migliorare il livello di aerazione e controllare la temperatura di fermentazione.
Quando si tratta di produrre una buona birra, molti fattori sono importanti, tra cui la corretta sanitizzazione delle attrezzature, l’utilizzo di ingredienti di qualità, le attrezzature e le tecniche. Qualunque sia però lo stile di birra che si desidera produrre, nulla sarà più importante della scelta corretta del lievito di fermentazione. A maggior ragione, se si intende produrre una strong ale in stile belga, la selezione dei lieviti e la gestione della fermentazione sono di primaria importanza in quanto i sapori derivati dal lievito lasciano la loro firma in evidenza. Per rendere le cose ancora più complesse, ci sono un gran numero di ceppi di lievito disponibili per gli homebrewer (Wyeast e White Labs offrono più di 20 ceppi belga), dove ognuno è ben diverso dall’altro. Ma, con un pò di orientamento e di un pò di sperimentazione, sarà possibile raggiungere qualità soddisfacenti e ottime complessità.
Il carattere del lievito belga
La maggior parte delle birre prodotte in Belgio sono conosciute per il loro carattere, spesso impartito dal lievito o da batteri usati nella loro fermentazione. In questo post tratteremo solo lieviti di stampo belga e solo su birre forti, quelle con una OG superiore a 1.070, come Tripel, Dubbel e un paio di birre trappiste.
Esistono due famiglie che compongono le caratteristiche olfattive di una birra: esteri e polifenoli. Gli esteri sono noti per il loro carattere fruttato, spesso ricordano pere, prugne, agrumi, rose, fragole, altre bacche e banane. I fenolici sono composti dal carattere piccante e molte volte tendono ad avere note speziate di pepe nero o chiodi di garofano. Tuttavia, esistono composti fenolici sgradevoli come “medicinali”, tipo plastica o fumoso. A seconda dello stile, gli esteri e i polifenoli completano il bouque di una birra, unendosi o contrapponendosi agli altri sapori dati da malto, luppolo e dalle eventuali spezie aggiunte. La capacità di un buon homebrewer sta nel selezionare il giusto lievito e nel saperlo “domare” per portare fuori i giusti livelli olfattivi che ogni lievito è in grado di sprigionare.
Flavors prodotti dal lievito
Quando si fermentano birre belghe, il primo pensiero va alle molteplici caratteristiche che il tipo di lievito è in grado di donare alla birra finita; questi vengono suddivisi in esteri, fenoli e alcoli. Fattori come il tasso di inoculazione, il livello di ossigenazione, la temperatura di fermentazione, la densità iniziale, il livello di nutrienti e zuccheri semplici influenzano il tipo di lievito. In generale, la densità iniziale della birra e gli zuccheri semplici sono fissati ad inizio produzione in base allo stile che si intende imitare. L’autore George Fix, nel suo libro, “An Analysis of Brewing Techniques” (1997, Brewers Publications), raccomanda un tasso di inoculo tra 750.00 – 1.000.000 di cellule per grado Plato e millilitro di mosto. In 19-Lt di mosto significa che sono necessari tra i 165 ei 400 miliardi di cellule di lievito. Ad esempio, per una birra belga con una densità originale di 1.080, sono necessarie 284 miliardi di cellule, che sono raggiungibili facendo un starter da circa 2,5 lt. Un tasso troppo basso di cellule può determinare livelli elevati di esteri, mentre, un tasso troppo elevato di cellule può portare a sentori di solvente. Inoltre, un tasso di cellule troppo basso può causare rallentamenti o fermentazioni incomplete. L’ossigeno è fondamentale per la crescita del lievito. Durante questa fase il lievito cresce rapidamente. Quando l’ossigeno è carente, nella fase iniziale dell’inoculo del lievito, la crescita rallenta e la membrana cellulare non sviluppa la corretta permeabilità. Bassi livelli di ossigeno possono portare ad una lenta fermentazione. Come si può dedurre, una corretta ossigenazione è fondamentale. Greg Doss, un microbiologo della Wyeast, raccomanda che all’inizio dell’inoculo devono essere presenti circa 8-15 ppm di ossigeno. Si raccomanda comunque 15 ppm di ossigeno quando la densità della birra è alta.
Un corretto controllo della temperatura di fermentazione è necessaria per la fermentazione. Il processo di fermentazione è esotermico, il che significa che il calore è generato dall’attività del lievito. Se la temperatura della fermentazione non è controllata, la temperatura del fermentatore salirà ben sopra la temperatura dell’ambiente anche di circa 4,4 ° C. I fornitori di lievito elencano una gamma di temperatura raccomandata per ciascuno dei loro lieviti. Ma, con poche eccezioni, il range ottimale di fermentazione consigliata è di 20-22 ° C. Quando le temperature di fermentazione sono elevati, la quantità di esteri e alcoli prodotti aumentano. Un metodo che il Dr. Chris della White Labs descrive per poter estrarre le corrette caratteristiche del lievito è quello di aumentare gradualmente la temperatura di fermentazione in modo da poter permettere al lievito di fermentare rapidamente e di creare profili aromatici interessanti.
Stili e i loro Lieviti
Per iniziare, la frase “stile belga” è un pò un ossimoro in quanto la maggior parte dei belgi non producono birre in base ad uno stile particolare. I produttori belgi si concentrano principalmente sulla produzione di birra che piace a loro. Ma, per semplicità di discussione, useremo il termine “stili” e faremo riferimento al Beer Judge Certification Program (BJCP, www.bjcp.org) che elenca, nel dettaglio, i vari stili oggi affermati al mondo.
Per creare questi stili esistono in commercio diversi ceppi di lievito belga con diverse caratteristiche. Uno di questi stili, molto diffuso in Belgio, è la Golden Ale. Queste birre sono note per la loro forza, di solito sopra gli 8,0% ABV (alcool in volume). L’esempio commerciale prototipo è Duvel, ma ci sono molti altri esempi eccellenti come Lucifer, Delirium tremens, Brigand, Avery Salvation e North Coast PranQster. Il profilo di lievito in questo stile si concentra su un matrimonio di fenoli speziati e pepati con un carattere floreale di luppolo speziato. Il livello di esteri è moderato, ma di solito semplice, spesso ricorda limoni e arance. I ceppi di lievito esistenti in commercio per fermentare una golden ale sono Wyeast 1388 (Strong Belgian Ale) e White Labs WLP570 (Golden Belgian Ale); probabile origine del lievito da Duvel Moortgat. Questo ceppo attenua bene, ma ha il difetto di essere lento a fermentare e flocculare. A temperature alte, il lievito può produrre molti esteri con profumi di banana. Buone alternative a questo ceppo sono il Wyeast 3522 (Ardenne belghe) e White Labs WLP550 (Ale belga); probabile origine da Achouffe. Questi ceppi sviluppano un carattere fenolico principalmente piccante con un livello di esteri molto più basso, ma con un profilo che è più complesso. Questo ceppo può lavorare a temperature di circa 23-24 ° C senza che si verifichino eccessi di esteri.
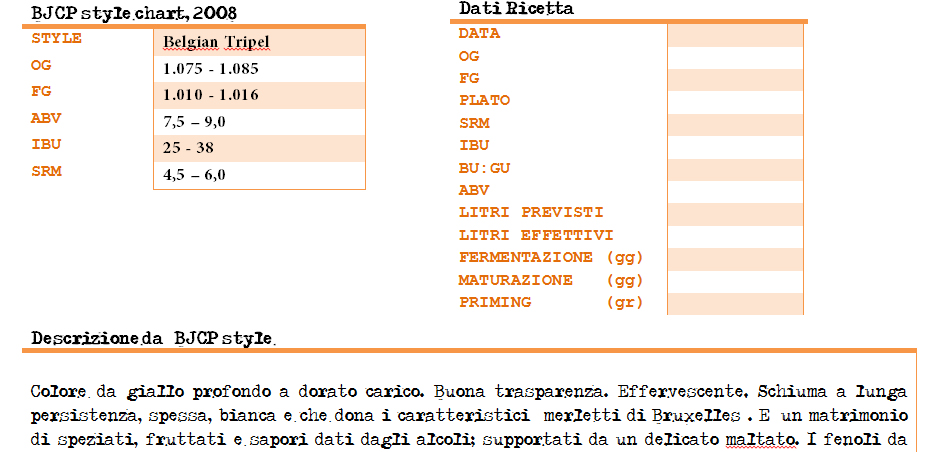
Le Tripels sono simili in forza e colore alle golden ale, ma hanno un maggior equilibrio tra il fruttato e lo speziato. Eccellenti esempi commerciali includono Westmalle Tripel, Chimay White (Cinq Cents), Affligem Tripel, New Belgium Trippel, Victory Golden Monkey and Unibroue La Fin du Monde. Uno dei lievito raccomandato per questo stile è il Wyeast 3787 (trappista ad alta gravità) e White Labs WLP530 (Abbazia Ale), probabile origine Westmalle. Entrambi i lieviti producono un carattere predominante di esteri, che ricordano pere, bubblegum, prugne e agrumi. Il carattere di pepato si fonde bene con gli esteri. A temperature più elevate, questi lieviti possono contribuire un pò alla formazione di sentori di banana. A basse temperature, inferiori a 19 ° C, questo lievito può andare in letargo permanente. Wyeast 1214 (Belgian Ale) e White Labs WLP500 (Ale trappista), probabile origine Chimay, producono anche loro buone tripels. Questi lieviti producono esteri intensi e complessi, quasi indescrivibili nel carattere a causa della loro complessità. Entrambi i ceppi sono un pò lenti a partire, ma attenuano bene con il passare dei giorni. Quando la temperatura di fermentazione supera quella raccomandata (22-25 ° C), non si verificano notevoli cambiamenti per quanto riguarda la componente esteri. Altri ceppi per la produzione di tripels sono Wyeast 3522 e White Labs WLP550, il profilo estere non è così complesso, ma ancora abbastanza accettabile.
Le Dubbel, a differenza della Tripel e le Golden Ale, sono birre scure con accentuati note di caramello e prugna oltre a sentori di esteri complessi e un leggero contrasto di fenoli speziati. Esempi eccellenti sono Chimay rossa (chiamato anche Premiere), St. Bernardus Prior 8, Westmalle Dubbel, De Koning-Hoeven Dubbel, Corsendonk Brown Ale, Allagash Dubbel e New Belgium Abbey. I migliori ceppi di lievito per produrre esteri abbastanza potenti per equilibrare i malti scuri in una Dubbel sono i ceppi di Chimay Wyeast 1214 e White Labs WLP500. Gli esteri complessi completano i sentori di malti caramello.
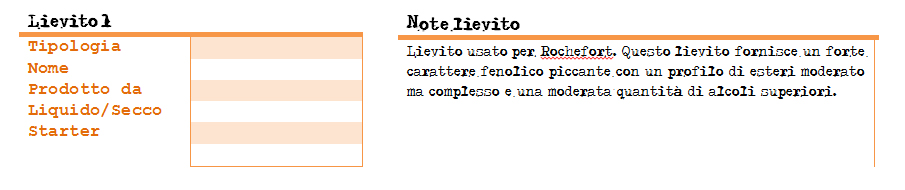
Un’altra famiglia sono le Dark Strong. Questa famiglia di birre comprende una miriade di esempi commerciali, tutti con il loro colore scuro e ad alta resistenza (di solito 8-10 +% ABV) in comune. Le Dark strong hanno, nel malto caramello, la loro componente principale oltre a note tostate, ma possono avere qualsiasi combinazione di esteri e fenolico. Questo stile comprende birre come quelle dei monasteri trappisti. Esempi eccellenti sono la St. Bernardus Abt 12, Westvleteren 12 (yellow cap), Chimay Blue (Grande Reserve), Rochefort 10 (blue), Delirium Nocturnum e Avery The Reverend. Se si intende replicare il maltato e gli esteri di una Westvleteren o Achel, usare i ceppi di Westmalle Wyeast 3787 e White Labs WLP530. Entrambe le abbazie hanno ricevuto assistenza da Westmalle quando hanno cominciato birra e continuano a riceverlo ancora oggi. Per dark strong maltate con un grande profilo di esteri complesso, simile a quelli della Chimay, utilizzare Wyeast 1214 o White Labs WLP500. Per replicare una Rochefort, utilizzare Wyeast 1762 (Belgian Abbey II), che proviene dall’abbazia stessa. Questo lievito fornisce un forte carattere fenolico piccante con un profilo di esteri moderato ma complesso e una moderata quantità di alcoli superiori, tutti molto simili nel carattere a birre Rochefort. Altri lieviti che sono particolarmente adatti per la fermentazione di una dark sono i ceppi Achouffe (Wyeast 3522 e White Labs WLP550).